FDM Materials Guide – Tips for 3D Printing with Ultem™ 1010
Let’s be honest — not all thermoplastics are created equal. When you’re talking about Ultem™ 1010, you’re dealing with a completely different beast. This isn’t your average filament like ABS or Polycarbonate PC — this is one of the strongest, most chemically resistant, high-performance materials available for FDM 3D printing.
Ultem™ 1010 is built for serious industrial-grade applications. Think aerospace, automotive, medical, and food production parts that need to survive extreme heat, stress, and chemical exposure. The kicker? It’s not easy to print. But if you can tame this high-temperature thermoplastic, you’ll gain access to unmatched part performance.
In this guide, I’ll walk you through everything you need to know to print with Ultem™ 1010 like a seasoned pro — from hardware setup to print strategy, and even some handy troubleshooting tips. Buckle up, this is high-performance 3D printing at its finest.
Hardware Requirements
Not for the faint of heart — or hardware
Let’s get this out of the way: Ultem™ 1010 requires serious equipment. It laughs in the face of hobby-grade printers.
Here’s what you’ll need to make it happen:
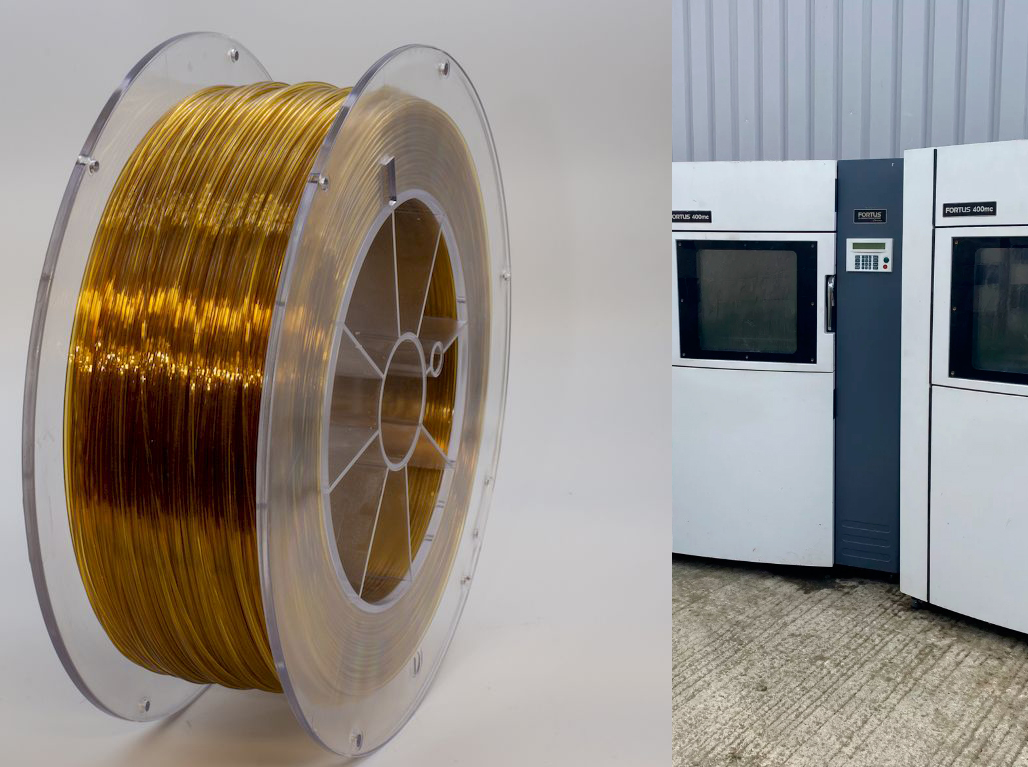
- Industrial 3D printer (like the Stratasys Fortus 450mc)
Not optional. You need a printer that can consistently manage the heat this material demands. - High-temp extruder (capable of 400°C or more)
You’ll be printing around 375–390°C, so your hotend needs to handle sustained temps. - Heated build chamber (at least 140°C)
Warping is a real threat. A high, stable chamber temperature helps prevent layer separation. - Heated print bed (up to 160°C)
Bed adhesion is critical. Use polycarbonate or Ultem sheets for best grip. - Dual-extrusion optional
If you’re using soluble support like 9085 Support, you’ll need a dual-head printer. - Dry filament storage
Like PEKK or Nylon 12 CF, Ultem™ 1010 is hygroscopic. Keep it bone dry — or suffer bubbling and poor inter-layer bonding.
Best Practices for Ultem™ 1010
Treat it like a high-maintenance rock star
Ultem™ 1010 is temperamental. But hey, the best performers usually are, right?
To get the most out of this material, follow these best practices:
- Dry before every print – Dry at 120°C for 8+ hours if the spool’s been out. Even a little moisture will ruin your surface quality.
- Use a slow print speed – Stick to 15–30 mm/s. This isn’t a race — it’s a marathon.
- Ensure proper bed adhesion – A PEI sheet or Ultem film will do the trick. Use a brim for extra grip.
- Cool slowly post-print – Let the part cool down inside the heated chamber. If you yank it out too soon, it might crack or warp.
- Use 9085 Support when needed – For overhangs or complex parts, this support material works beautifully with Ultem™ 1010.
Tips for Success
What I’ve learned from printing with Ultem™ 1010
After years in the trenches with this material, here are a few tricks that have saved my sanity — and my prints:
- Design with thicker walls – Thin-walled parts are risky with Ultem™ 1010. Stick to 3mm walls or thicker for best structural integrity.
- Avoid large flat areas without fillets or ribs – They tend to warp during cooldown. Add geometry to relieve internal stress.
- If you hear popping… stop! – That’s moisture. Pause and dry your filament — otherwise, you’re just wasting time and material.
Remember, Ultem™ 1010 doesn’t forgive laziness. It rewards preparation, patience, and precision.

Related Materials
If you’re exploring Ultem™ 1010, there’s a good chance you’ll want to know about these related FDM materials too:
- Ultem™ 9085 – Easier to print than 1010, with excellent strength and flame retardancy.
- 9085 Support – Best soluble support for complex Ultem™ prints.
- ABS-ESD – Ideal for parts that require electrostatic discharge protection.
- ASA – Great for UV-stable outdoor parts.
- Nylon 12 CF – Lightweight and incredibly strong, with added carbon fiber.
- PC-ABS FR UL94 V0 – Flame-retardant and tough for electronic housings.
- PC-ABS – General-purpose, strong, and impact-resistant.
- Polycarbonate PC – Heat and impact resistant, but trickier to dial in.
- PEKK – Similar tier to Ultem™, used in aerospace and automotive.
Each has its place — but if thermal stability and certification matter, Ultem™ 1010 stands tall.
Conclusion
Ultem™ 1010 isn’t just a filament — it’s a powerhouse engineered for high-end applications where most materials fall short. Its thermal resistance, mechanical strength, and chemical stability make it one of the most trusted FDM materials in regulated industries like aerospace, automotive, and healthcare.
But with great power comes great responsibility. Printing with Ultem™ 1010 demands a rock-solid setup, serious temperature control, and tight process discipline. It’s not beginner-friendly — but once you learn its quirks, it delivers rock-solid, certifiable parts that can replace metal in many cases.
If you’re looking to elevate your 3D printing capabilities and tackle real-world manufacturing challenges, Ultem™ 1010 is the material you want on your side. It’s a symbol of quality, resilience, and readiness for the big leagues of additive manufacturing.
Ready to get started with Ultem™ 1010? We stock premium-grade spools specifically formulated for industrial FDM printers like the Stratasys Fortus series. Order today and take the next step toward aerospace-ready, production-grade 3D printing with one of the strongest filaments in the game.